



 |  |  |
 |  |  |
 |  |  |
 |  |  |
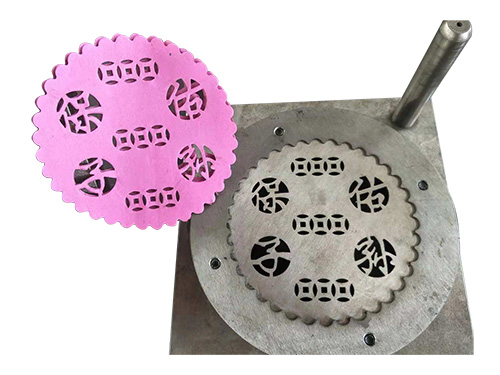
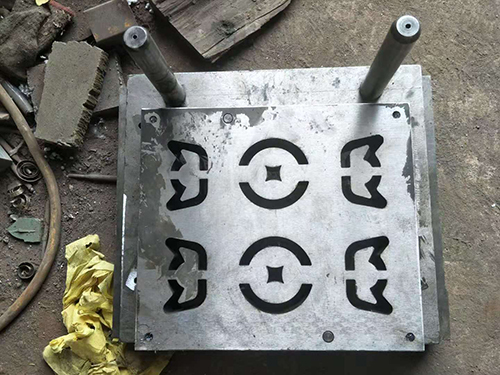
烧纸模具间隙是指模具的凸模和凹模工作部分尺寸之差,即当凸模进入凹模时,凸、凹模之间的距离,通常指的是总间隙。该间隙是数控模具使用中一个不可忽视的重要参数,间隙选择是否合适会直接影响到零件的加工质量、尺寸精度、冲裁力大小和模具使用寿命。
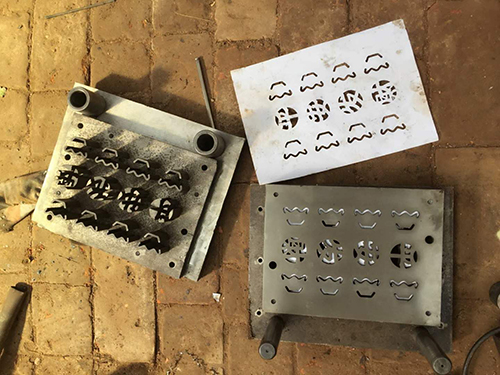
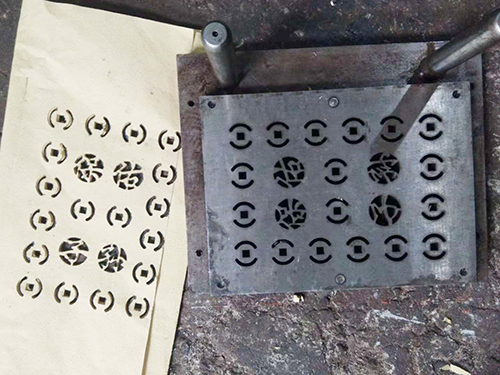
冲床模具的使用好重要,如果安装不合理的话,会直接营销到冲床模具的使用,甚至导致模具的损坏,因此我们安装冲床模具时确定根据规定步骤进行安装,其相关冲床模具安装步骤如下:
1、安装前首先应确认模具刃口锋利,凹模刃口上没有崩口,凸模没有缺角。如果有崩口或缺角,请首先刃磨刀口。
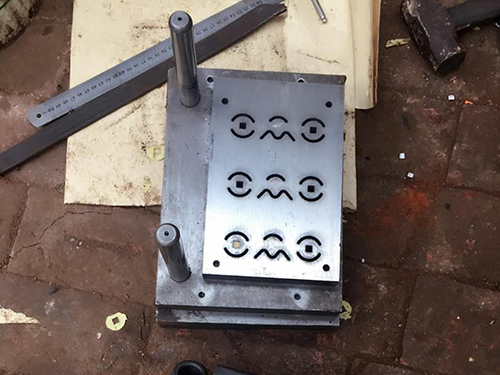
2、合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程碰伤刀口。
3、在冲床模具装上冲床前,要用油石把底面和上面的毛刺磨掉,用布条将垃圾清理干净。如果模具上下平面上有毛刺或垃圾,将引起冲片毛刺超差。
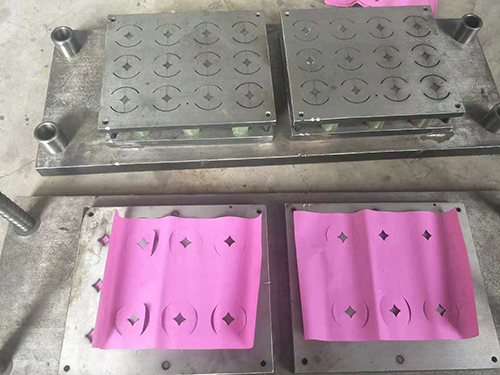
刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,大磨削量一般为0.1~0.3mm。
内蒙古烧纸模具云南烧纸模具四川烧纸模具湖南烧纸模具贵州烧纸模具
